e鍵打印擁有十幾年的手板加工行業經驗,旗下的CNC加工廠家的老師傅為我們分享經驗:cnc裝夾工件有以下這些常用的方式:
1、虎鉗直接夾緊裝夾:
這種裝夾方式是數控銑加工中最簡單、最方便、最經濟的裝夾方式。為了定位基準和設計基準、工藝基準重合,加工前一般將軟鉗口粗銑、精銑一刀,以便保證加工過的兩個鉗口對機床—個軸的平行度和對機床另外兩個軸的垂直度,定位基準的準確度很高,產生的定位誤差遠遠小于零件本身的要求,這樣不會因為虎鉗口的問題造成零件的超差。
這種裝夾方式需要的輔助時間少,裝夾方便,省去工裝夾具的制造成本和制造時間,在小批量生產和單件試制生產中應用較為廣泛。
2、壓板壓緊裝夾:
這種裝夾方式是數控銑加工中最常用的裝夾方式。由于虎鉗直接夾緊產生的夾緊力比較大,產生零件變形,即使通過調整裝夾力,也無法避免變形問題。這種裝夾方式的夾具制造成本低,時間周期短,結構簡單,但這種裝夾方式的裝夾時間較長,零件加工需要兩次裝夾才能完成,技巧性較高,夾緊力要適當,防止零件變形。
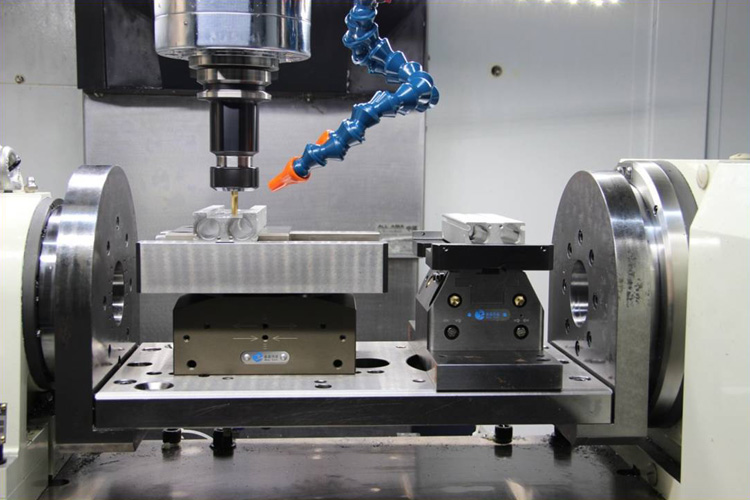
3、工裝裝夾:
是一般對于復雜的零件所使用的裝夾方法。這種裝夾方式的夾具制造成本較高,工裝時間周期較長,結構較為復雜,但這種裝夾方式的裝夾時間短,裝夾可靠方便,適合批量大的零件生產。
4、虎鉗和V型塊裝夾:
一般用于零件比較小,外型尺寸在15mm以下,由于零件尺寸小,無法利用上述3種方法裝夾,在普通銑床上進行多道工序加工,而在數控機床上一次裝夾完成零件的全部加工內容,然后用鋸片刀將零件切下。
cnc裝夾工件的要求有以下幾點:
1、夾緊裝置不得影響進給,加工部位要敞開。
2、必須保證最小的夾緊變形,保證零件精度合格。
3、裝卸方便,輔助時間盡量短,有條件時,批量較大的零件應采用氣動、液壓夾具或多工位夾具。
4、對小型零件或工序時間不長的零件,可以考慮在工作臺上同時裝夾數件或數十個零件進行加工。以提高效率。
5、夾具結構應力求簡單,降低夾具制造成本。當零件加工批量小時,盡量采用組合夾具、可調式夾具及其他通用夾具;當零件成批生產時,應考慮采用專用夾具,但力求成本能降低。
e鍵打印的cnc加工廠家老師傅能夠根據客戶的具體需求,采用最合理的cnc裝夾工件方式,幫助客戶在獲得滿意手板的前提下,將時間和加工成本最小化。趕緊咨詢體驗試試吧!


